Nyheter
 Hem / Nyheter / Branschnyheter / Hur man installerar en slangklämma av rostfritt stål korrekt steg för steg?
Hem / Nyheter / Branschnyheter / Hur man installerar en slangklämma av rostfritt stål korrekt steg för steg? Hur man installerar en slangklämma av rostfritt stål korrekt steg för steg?
 2026.04.02
2026.04.02
 Branschnyheter
Branschnyheter
Det korta svaret: Hur man installerar en slangklämma i rostfritt stål på rätt sätt
Installera en slangklämma i rostfritt stål korrekt kommer ner till fyra väsentliga: placera klämman 6–10 mm från slangänden , rikta in skruvhuset bort från hinder, dra först åt för hand för att fästa klämman jämnt, dra sedan åt enligt tillverkarens specifikationer - vanligtvis 2–4 Nm för standard snäckdrivna klämmor . Rätt gjort, en korrekt installerad klämma håller en läckagefri tätning under tryck som överstiger 300 kPa utan att skada slangen. Stegen nedan går igenom varje detalj i den korrekta installationsprocessen, från att välja rätt klämma till att utföra en slutlig tryckkontroll.
Att välja rätt slangklämma i rostfritt stål innan du börjar
Korrekt installation börjar med korrekt val. Att använda en klämma av fel typ eller storlek är den främsta orsaken till installationsfel – inte teknik. De mest använda typerna inom fordons-, marin- och industritillämpningar är:
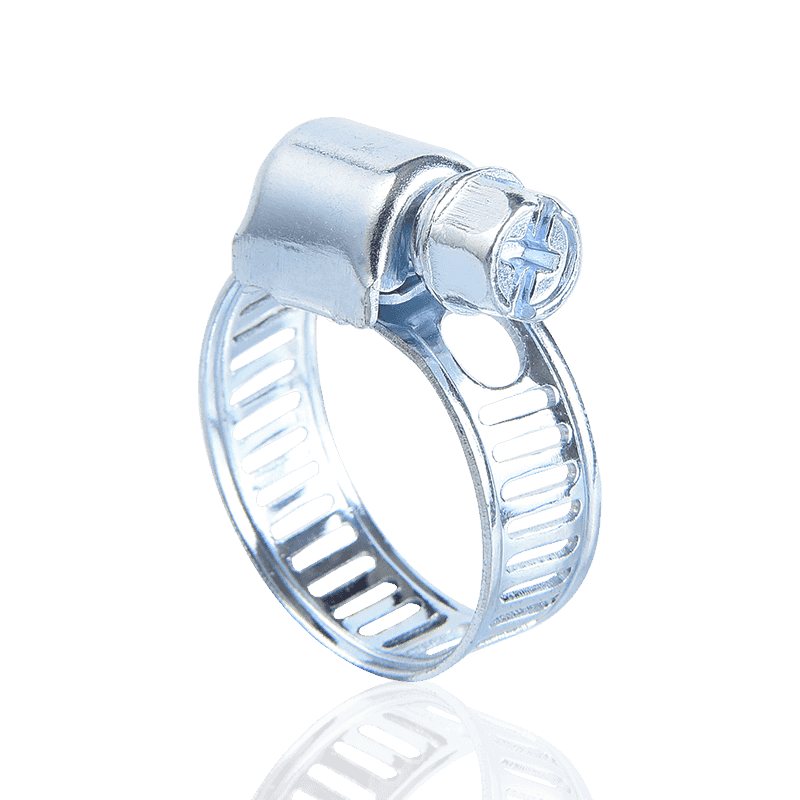
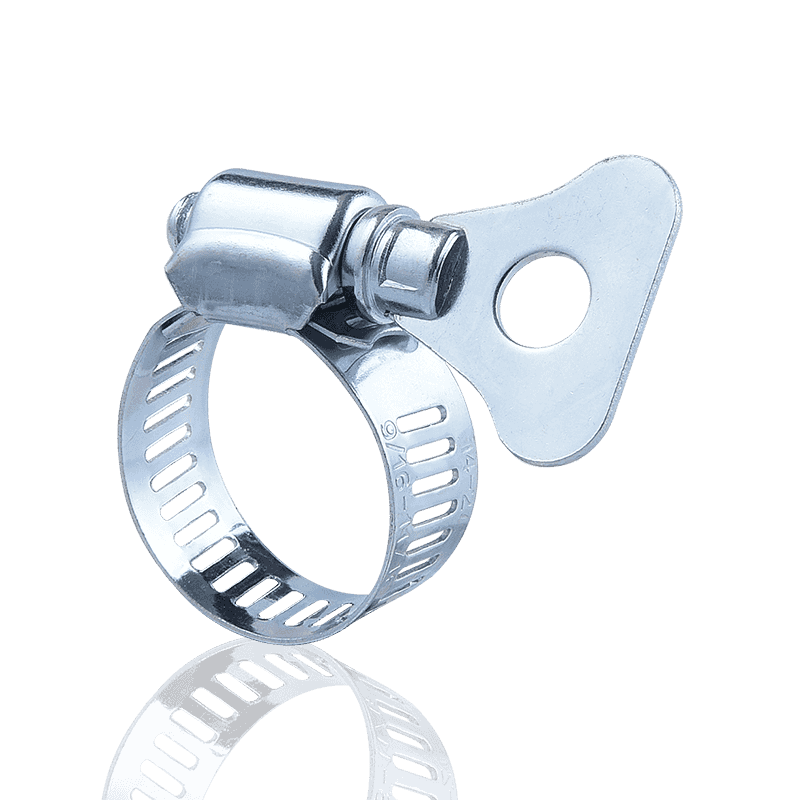
- Snäckdrivna (skruvband) klämmor — Justerbar, lämplig för de flesta allmänna slangdiametrar. Standardvalet inom bil- och bevattningssystem.
- Enkelöra (Oetiker-stil) klämmor — Krympt en gång och permanent. Används i bränsleledningar och kylvätskeledningar där vibrationsmotståndet är kritiskt.
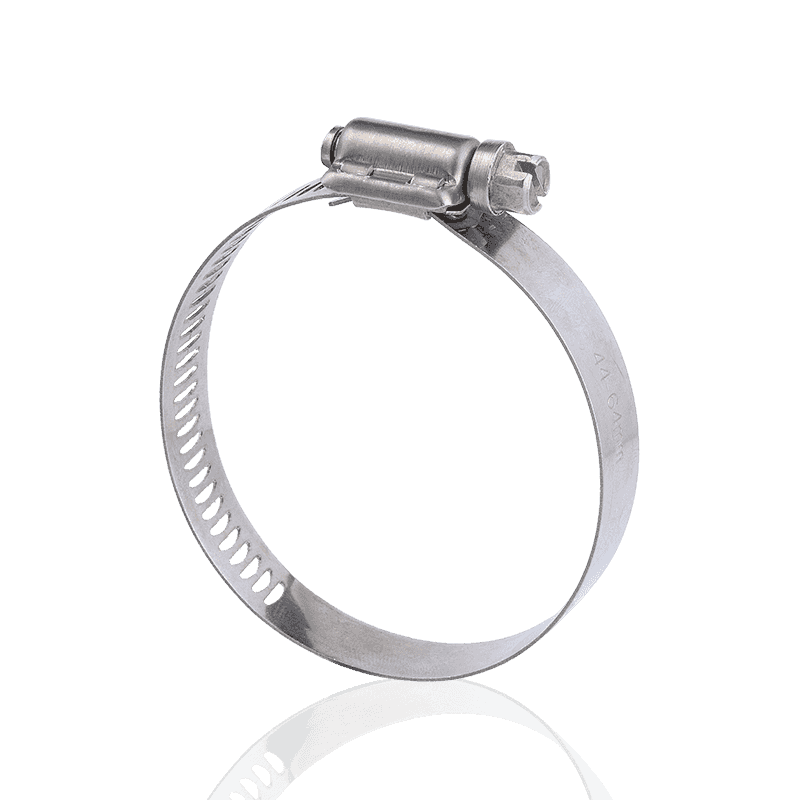
- T-bultklämmor — Kraftfulla tillämpningar med högt vridmoment, som turboladdarslangar och industrislangar med stor diameter.
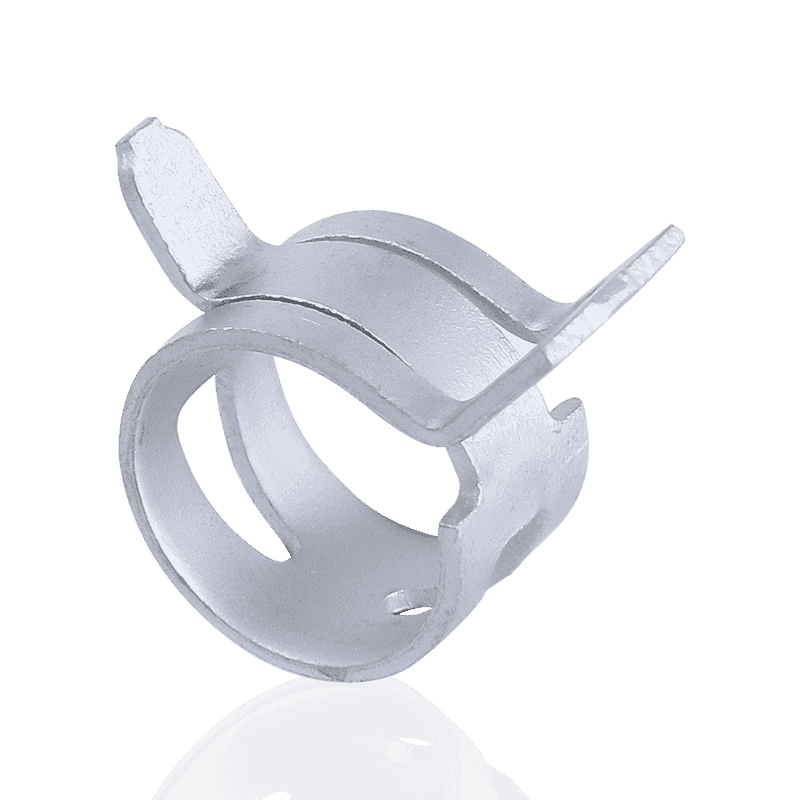
- Fjäderklämmor — Konstant spänningskonstruktion som kompenserar för termisk expansion; vanligt i OEM-kylsystem.
För klämmans diameter, mät ytterdiameter (OD) på slangen när den är installerad på kopplingen — inte bara slangens OD. En slang som sträcks över en hullinganslutning ökar i diameter. Välj en klämma vars justeringsområde täcker denna installerade OD med minst 5 mm kvarvarande justering i båda riktningarna.
Materialkvalitet spelar också roll. 304 rostfritt stål passar de flesta sötvatten-, bränsle- och lufttillämpningar. 316 rostfritt stål krävs för havsvatten, kemiska och kustnära miljöer där kloridinducerad korrosion är ett problem. Inköp från en ansedd Tillverkare av slangklämmor i rostfritt stål säkerställer certifierade materialkvaliteter och konsekvent bandtjocklek - vanligtvis 0,6 mm till 0,8 mm för standardskruvdragare.
| Klämtyp | Typiskt diameterområde | Max tryck | Bästa applikationen |
|---|---|---|---|
| Worm-Drive | 8 – 200 mm | 300 – 500 kPa | Kylvätska, bevattning, bränsle |
| Single-Ear | 6 – 60 mm | Upp till 600 kPa | Bränsleledningar, bromsvakuum |
| T-bult | 40 – 160 mm | Upp till 1 200 kPa | Turboslangar, industrirör |
| Fjäderklämma | 10 – 80 mm | 200 – 400 kPa | OEM kylning, termisk cykling |
Verktyg och förberedelser krävs
Att ha rätt verktyg redo innan installation minskar risken för fel. Du behöver:
- Platt skruvmejsel eller stjärnskruvmejsel (för skruvdragare) eller en 7 mm / 8 mm mutterdragare
- Momentskruvmejsel eller momentnyckel — avgörande för att uppnå en konsekvent, kalibrerad klämbelastning
- Öronklämma (för enkelöratång)
- Ren trasa eller luddfri trasa
- Slangsmörjmedel eller milt tvålvatten (för att lätta slangen över kopplingen utan att rivas)
- Linjal eller nockmätare (för att verifiera placeringens position)
Innan du installerar, inspektera beslaget (nippel eller hulling) för sprickor, korrosion och grader. Även en mindre grad kan skära igenom en slangvägg under klämtryck. På samma sätt, inspektera slangänden - den måste skäras rent och rakt, utan att nötas eller spricka. Ett 90-graders snitt ger maximal kontaktyta för klämbandet.
Steg-för-steg-installation av en snäckdriven slangklämma i rostfritt stål
Snäckdrivningstypen är den vanligaste klämman som finns tillgänglig från någon Rostfritt stål slangklämma fabrik . Följ dessa steg i ordning:
Steg 1 — Skjut klämman på slangen före montering
Trä på klämman på slangen innan trycka på slangen på kopplingen. Detta är ett vanligt misstag - att försöka placera en klämma efter att slangen redan är på kopplingen är svårt och resulterar ofta i en sned passform. Öppna klämman till dess maximala diameter innan du skjuter på den, håll skruvhuset vänt utåt för enkel åtkomst.
Steg 2 — Smörj och tryck in slangen på kopplingen
Applicera en tunn film av slangkompatibelt smörjmedel – milt tvålvatten fungerar – på slangens inre yta och passande hulling. Skjut slangen helt på kopplingen tills den bottnar mot kopplingsaxeln, eller tills minst 25 mm koppling är inuti slangen för beslag utan axelstopp. Om du vrider slangen något samtidigt som du trycker på den får den att sitta jämnt.
Steg 3 — Placera klämman på rätt plats
Skjut klämman till en position 6–10 mm från slangänden . Denna placering säkerställer att bandet komprimerar slangen över den bredaste delen av den passande hullingen, vilket maximerar tätningskraften. Om du placerar den för nära slangänden riskerar du att bandet glider av slangen under tryck. Om du placerar den för långt bak placeras den över den passande skaftet snarare än hullingen, vilket minskar greppet avsevärt.
Steg 4 — Orientera skruvhuset
Vrid klämman så att skruvhuset är tillgängligt efter installationen – undvik att placera det direkt bakom strukturella komponenter, ledningar eller andra slangar. I biltillämpningar är det standardpraxis att orientera skruven på toppen eller sidan av slangdragningen för att underlätta framtida service. Skruvhuset ska inte vänd nedåt i miljöer där vägskräp eller vätska som samlas kan fräta på mekanismen.
Steg 5 — Dra åt för hand till sätet jämnt
Använd en skruvmejsel eller mutterdragare för hand, börja dra åt klämskruven långsamt. När du drar åt, observera bandet - det ska komprimeras jämnt runt hela slangens omkrets. Om slangen buktar ut ojämnt eller om klämman ändrar läge, lossa och centrera om innan du fortsätter. Dra åt endast för hand tills bandet ligger tätt mot slangen utan något synligt mellanrum.
Steg 6 — Slutligt vridmoment till specifikationen
Använd en kalibrerad skruvmejsel eller skiftnyckel, dra åt till det specificerade vridmomentet:
- Standard snäckdrivning (bandbredd 12–14 mm): 2,0 – 3,5 Nm
- Kraftig snäckdrift (bandbredd 16–20 mm): 3,5 – 5,0 Nm
- T-bultklämmor: 5,0 – 10 Nm beroende på diameter
Dra aldrig åt för hårt. Överdrivet vridmoment skär in i slangen, försvagar bandet och kan ta bort skruvgängan - paradoxalt nog minskar klämkraften och orsakar exakt den läcka den var tänkt att förhindra.
Steg 7 — Återmoment efter första uppvärmningscykeln
Gummi- och silikonslangar slappnar av något efter sin första värmecykel på grund av termisk kompression och materialkrypning. För alla tillämpningar som involverar värme - motorkylvätska, avgasslangar intill, ånga - Dra åt klämman igen efter de första 10–15 minuterna av drift vid arbetstemperatur . Detta enda steg förhindrar de flesta läckor efter installation.
Installera en Single-Ear Clamp: A Different Process
Enkelöra klämmor — en vanlig produkt från alla Kina Slangklämma i rostfritt stål leverantör — är inte justerbara efter installation och kräver öronklämma för att krympa. Processen skiljer sig markant:
- Skjut den öppna klämman på slangen innan monteringen monteras.
- Skjut slangen helt på kopplingen.
- Placera klämörat direkt över mitten av den passande hullingen - vanligtvis 8–12 mm från slangänden.
- Placera örat mellan klämtångens käftar och se till att käftarna sitter helt i öronfördjupningen.
- Kläm tången i en enda, fast, kontinuerlig rörelse tills örat är helt hopfällt.
- Inspektera det krympta örat - det ska vara jämnt plant utan sprickor. Ett delat öra indikerar felaktig tånginriktning och klämman måste bytas ut.
Enörat klämmor kan inte återanvändas. Om en klämma av någon anledning behöver tas bort, klipp av den och ersätt den med en ny. Ett försök att åter öppna ett krympt öra försvagar metallen och äventyrar tätningskraften med upp till 40 % .
Vanliga installationsmisstag och hur man undviker dem
- Placera klämman för nära slangspetsen — Bandet har inget att greppa. Placera den 6–10 mm bakåt från den avskurna änden, över den passande hullingen.
- Överdragning — Den vanligaste orsaken till slangskador. Använd ett momentverktyg, inte gissningar. Om slangmaterialet deformeras synligt under bandet är vridmomentet för högt.
- Installera en clamp on a dirty or wet surface — Fukt, olja eller skräp under bandet förhindrar full kontakt. Rengör och torka slangen och kopplingen före montering.
- Använd en sliten eller underdimensionerad skruvmejsel — Cam-out skada på skruvslitsen förhindrar korrekt vridmoment. Använd rätt verktyg och håll det jämnt med skruvhuvudet.
- Hoppa över steget med återmoment — Som nämnts är detta ansvarigt för en betydande andel av läckor efter installation i termiska applikationer.
Inspektion och provning efter installation
Enbart visuell inspektion är inte tillräckligt för att bekräfta en läckagefri installation. Efter installationen utför du följande kontroller:
- Visuell kontroll: Kontrollera att bandet är platt och enhetligt, utan vridning eller buckling. Skruvhuset får inte lutas åt sidan.
- Trycktest: För vatten- eller hydraulslangar, trycksätt till 1,5 gånger arbetstrycket och håll kvar i 60 sekunder. Inspektera för gråt eller dropp vid klämbandets kanter.
- Funktionscykel: För motorns kylvätskeslangar, kör motorn till full driftstemperatur och tillbaka till kall minst en gång. Inspektera för läckor vid drifttemperatur och igen efter nedkylning.
- Vridmomentverifiering: Efter den första termiska cykeln, försök att dra åt klämman med ytterligare 0,25–0,5 Nm. Om skruven vrids har klämman lossnat och kräver detta extra vridmoment för att återställa korrekt klämkraft.
Underhåll och livslängd
En korrekt installerad rostfri slangklämma har en livslängd som ofta överstiger själva slangen. Regelbunden inspektion är dock fortfarande god praxis, särskilt i utmanande miljöer. Rekommenderade serviceintervaller:
- Fordon / terräng: Inspektera var 24:e månad eller 40 000 km, beroende på vad som inträffar först. Kontrollera om det är korrosion av bandet, skruvavdrag och slangdeformation under bandet.
- Marin/kust: Inspektera var 12:e månad. Även 316-klassigt rostfritt stål kan utveckla ytrost (tefärgning) i saltvattenspraymiljöer, vilket är kosmetiskt men värt att övervaka.
- Industriell rörledning: Inspektera vid varje planerat underhållsstopp. Kontrollera vridmomentvärdena mot installationsprotokoll.
Byt ut klämmor som visar synliga bandsprickor, betydande korrosionsgropar eller en skruv som inte längre håller vridmomentet. Försök inte reparera en skadad slangklämma av rostfritt stål — Ersättningskostnaden är försumbar jämfört med kostnaden för en felinducerad läcka.
Om Cixi Hengtuo Hardware Co., Ltd.
Cixi Hengtuo Hardware Co., Ltd. är ett proffs Tillverkare av slangklämmor i rostfritt stål med över 18 års produktionserfarenhet. Fabriken grundades 2005 och sysselsätter för närvarande nästan 100 kvalificerade arbetare och har en årlig produktion på 30 miljoner slangklämmor över flera serier och specifikationer.
Beläget i Cixi City, Zhejiang-provinsen, är anläggningen strategiskt placerad nära Ningbos Beilun International Ship Terminal i öster, med bekväm tillgång till stora logistikkorridorer. Som ledande Kina Slangklämma i rostfritt stål leverantör, tillverkar fabriken brittisk stil, tysk stil, amerikansk stil, stark stil och klämmor med enöra — och stöder fullständig specialtillverkning för att möta specifika dimensions- och materialkrav.
Alla produkter är konstruerade för hög draghållfasthet, högtrycksbeständighet och korrosionsbeständighet , och används i stor utsträckning inom fordons-, marin-, jordbruks- och byggtillämpningar - inklusive olje-, gas- och vätskeslanggränssnitt på motorer, traktorer, fartyg, sprinklerbevattningssystem och byggnadsdränering. Med avancerad tillverkningsutrustning, rigorös kvalitetskontroll och en one-stop utveckling-till-leverans-servicemodell har Cixi Hengtuo byggt upp ett pålitligt rykte både på hemmaplan och på internationella marknader. Som en dedikerad Rostfritt stål slangklämma fabrik , åtagandet är tydligt: kvalitetssäkring, konsekvent leverans och ständiga förbättringar för varje kund.
Vanliga frågor
F1: Hur tät ska en slangklämma av rostfritt stål vara?
För standard snäckdrivna klämmor är det korrekta vridmomentet 2,0 – 3,5 Nm för 12–14 mm bandbredder. Slangen ska kännas fast och visa lätt kompression under bandet - men inte deformeras, bukta eller visa skärsår i ytan.
F2: Kan en slangklämma i rostfritt stål återanvändas efter borttagning?
Snäckdrivna klämmor kan i allmänhet återanvändas om bandet är oskadat och skruven håller vridmomentet korrekt. Enkelöra (krympliknande) klämmor måste alltid bytas ut efter borttagning – de kan inte krympas om på ett säkert sätt.
F3: Vad är skillnaden mellan 304 och 316 rostfria slangklämmor?
304 rostfritt stål suits most general-purpose applications. 316 stainless steel adds molybdenum, giving it significantly better resistance to chloride corrosion — making it the correct choice for marine, coastal, and chemical environments.
F4: Varför fortsätter min slangklämma att läcka även efter åtdragning?
De vanligaste orsakerna är: felaktig placering av klämman (inte över den passande hullingen), nedsmutsning av slang eller kopplingsytor, en klämma som är för stor för slangens diameter, eller slangavslappning efter en värmecykel som kräver återdragning. Kontrollera varje faktor innan du byter ut klämman.
F5: Hur väljer jag rätt klämdiameter?
Mät den yttre diametern på slangen efter att den har tryckts på kopplingen - inte den nakna slangens OD. Välj en klämma vars justeringsområde täcker denna installerade diameter med minst 5 mm kvarvarande justering på både åtdragnings- och lossningssidan.
F6: Kan rostfria slangklämmor användas på silikonslangar med hög temperatur?
Ja — klämmor i rostfritt stål är väl lämpade för silikonslangar i högtemperaturapplikationer. Använd ett klämmaterial av H- eller SH-kvalitet om du arbetar över 150°C, och dra alltid åt vridmomentet efter den första värmecykeln, eftersom silikon uppvisar större termisk avslappning än gummi.







Företaget strävar efter excellens i alla aspekter av produktion, försäljning och efterförsäljning, vilket säkerställer att kundnöjdhet är företagets oföränderliga syfte!
Snabblänkar
Produktlänkar
Kontakta oss
-
Address:222 Zhouhu Road, Zhouxiang Town, Cixi City, Zhejiang-provinsen, Kina
-
Phone: +86-13736108443
-
Tel: +86-574-63441573
-
Fax: +86-574-63452355
-
E-mail:
Copyright ? Cixi Hengtuo Hardware Co., Ltd. Rättigheter reserverade. grossist slangklämma tillverkare Kina slangklämma fabrik
